| 加工定制:是 | 品牌:昌润 | 燃烧方式:150 |
| 循环方式:2 | 出口压力:3 | 锅炉用途:工业锅炉 |
| 结构形式:立式 | 锅炉类型:其它 | 额定热功率:小于0.1MW |
| 水位容积:大于或等于30L | 出口水压:大于等于0.1MPa | 额定蒸汽压力:0.1MPa(含)-0.8MPa(含) |
| 安装方式:散装锅炉 | 型号:FGER | 燃料耗量:1 |
| 适用范围:2 | 规格:3 | 特种设备制造许可证号:4 |
烟夹材质:上下杆用30mm×20mm×1的矩管制成。钢叶采用65号钢材作成,立柱和卡销选用45号钢制成。特点:①结实,整体镀锌。②钢针固定方式是用压板压紧,不会因焊接产生断针现象。③钢针使用不弯曲。④卡口装在矩管内部,外观整齐。⑤烟夹夹烟快,卸烟方便。⑥夹烟有效空间宽度80mm,外宽1200mm。⑦夹烟量青烟叶18kg左右。⑧烟叶烘烤保透,***。⑨操作方便速度快。一、挂烟夹优势实践造就好产品!研发制造的烟夹是经过多次对比实验、历经多年市场验证的产品,其质量和效果处于国内地位,产品国内各个省份。该烟夹一经“2011年全国烟叶收购暨现代烟草农业建设现场会”展出,得到国家烟草局领导的***,是您烟叶烘烤过程中的佳帮助!二、使用烟夹的好处1、使用烟夹夹(编)烟能***减工降本。比如烘烤工场,有150栋烤房,采用烟夹编烟,人均每小时可编(夹)鲜烟约500公斤,比传统编竿方式增加380公斤左右;2、提高了烤房利用率,减少烤房建设投入资金。3、多次对比***,使用挂烟夹能使烤房装烟量在5000㎏-6000㎏范围内,能从分发挥2.7×8米烤房的设计性能,稳定在低的烟叶烘烤煤耗、电耗成本。三、挂烟夹组成上、下两梁,钢钉和复合挂扣。四、挂烟夹型号1280mm、1320mm、1380mm和1400mm,亦可以根据客户要求定制。五、挂烟夹设计承重及材质设计承重:每支12-15KG鲜烟叶材质:全部由害不锈钢制造。
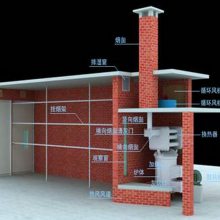
密集烤房是烤烟生产中烘烤烟叶的专用设备。具有装烟密度大,使用风机进行强制通风和热风循环,平面、立面干球温差和湿球温差小,烟叶变黄、干燥均匀,烤后烟叶黄烟***,烘烤时间短的特点,另外,还有温湿度自控系统辅助烘烤设备,操作方便,容易掌握,降低烘烤工作强度明显,节省烘烤用工等优点。密集烤房分气流上升式密集烤房和气流下降式密集烤房两种。两种密集烤房在烘烤烟叶的过程中,虽然气流不同,但仍具有较多的相似性。目前云南烟叶已进入成熟采收烘烤阶段,为确保提高烟叶烘烤质量,特提出密集烘烤操作技术要点,供各地烘烤烟叶参考。
烟夹夹烟,方便快捷,省工省时,烤后烟叶外观质量高,目前已在生产上大力推广应用。用烟夹夹烟,选夹是基础,改档烟梁是保障,密夹是关键。
一、烟夹选择
选用单边钢针梳式烟夹,长度以133±0.5㎝(实际夹烟净长度为127-128㎝)为宜,宽度9-10㎝,两端头宽度2.5-3㎝。

图1 烟夹示意图
二、改档烟梁
挂竿烘烤模式安装的档烟梁,用烟夹装烤烟叶,会影响烘烤质量。因此,确定使用烟夹的密集烤房,需对中间档烟梁进行改造(如下图2),之间档烟梁型如倒“T”型、两侧正反“」”型。
图2 档烟梁的结构
三、夹烟
采收回来的鲜烟叶,先按烟叶成熟度和素质进行分类再夹烟。夹烟做到“密、匀、齐、散、乱”,一夹“同品种、同部位、同成熟度、同一素质”。
1、夹烟要“密”。夹烟量以该烟夹设计夹烟量的80~85%为宜,每夹夹烟14㎏左右,可***每片烟叶夹紧锁牢靠、不脱落。但夹烟量不宜过少(7、8㎏/夹),否则会因夹内叶间空隙大,造成夹内通风不均。夹烟量也不宜过大,以免导致叶间风速低、流经风量小,变黄、干燥减慢,容易形成蒸片、烤糟。
2、夹烟要“匀”。装烟不均匀,稀密不一,易发生夹间、叶间“空气短路”等问题。因此,烟叶摆放在烟夹上时必须均匀(夹内烟叶厚薄一致),不能一处厚一处薄、稀密不一致。同时,各夹夹持量要一致,以免造成烟叶变黄、干燥时间速度不一致,影响烘烤质量。
3、夹烟要“齐”。烟叶摆放时叶柄头要整齐,柄头“高低不一”易形成倒伏或掉烟。
4、夹烟要“散”。烟叶摆放时,将叶柄对齐后把叶片扒“散”,切忌形成堆码,甚至堆间稀密不均。
5、夹烟要“乱”。夹烟后,在“散”的基础上把烟叶扒乱(柄齐叶乱)。如果烟叶不错开,会导致通风不均匀,中间叶片难烤干,即使烤干也容易形成蒸片、烤糟。
此外,夹好的烟夹在抬起时适当摇一摇,用手轻轻扒动烟叶,使夹内烟叶稀密均匀。
四、装烟
烟夹按成熟档次排队入炉,夹间不留空隙(装烟时烟夹靠拢,放手后自然弹开),上下层稀密均匀一致。